






 返回
返回什么是OEE?
OEE(总体设备效率)是“最佳实践”指标,用于确定真正具有生产力的计划生产时间的百分比。OEE分数达到100%代表了完美的生产:尽可能快地制造出好零件,而没有停机时间。
OEE既可以用作基准也可以用作基准:
· 作为基准,它可用于比较给定生产资产与行业标准,类似内部资产或针对相同资产进行不同班次的结果。
· 作为基线,它可用于跟踪从特定生产资产中消除浪费的时间进度。

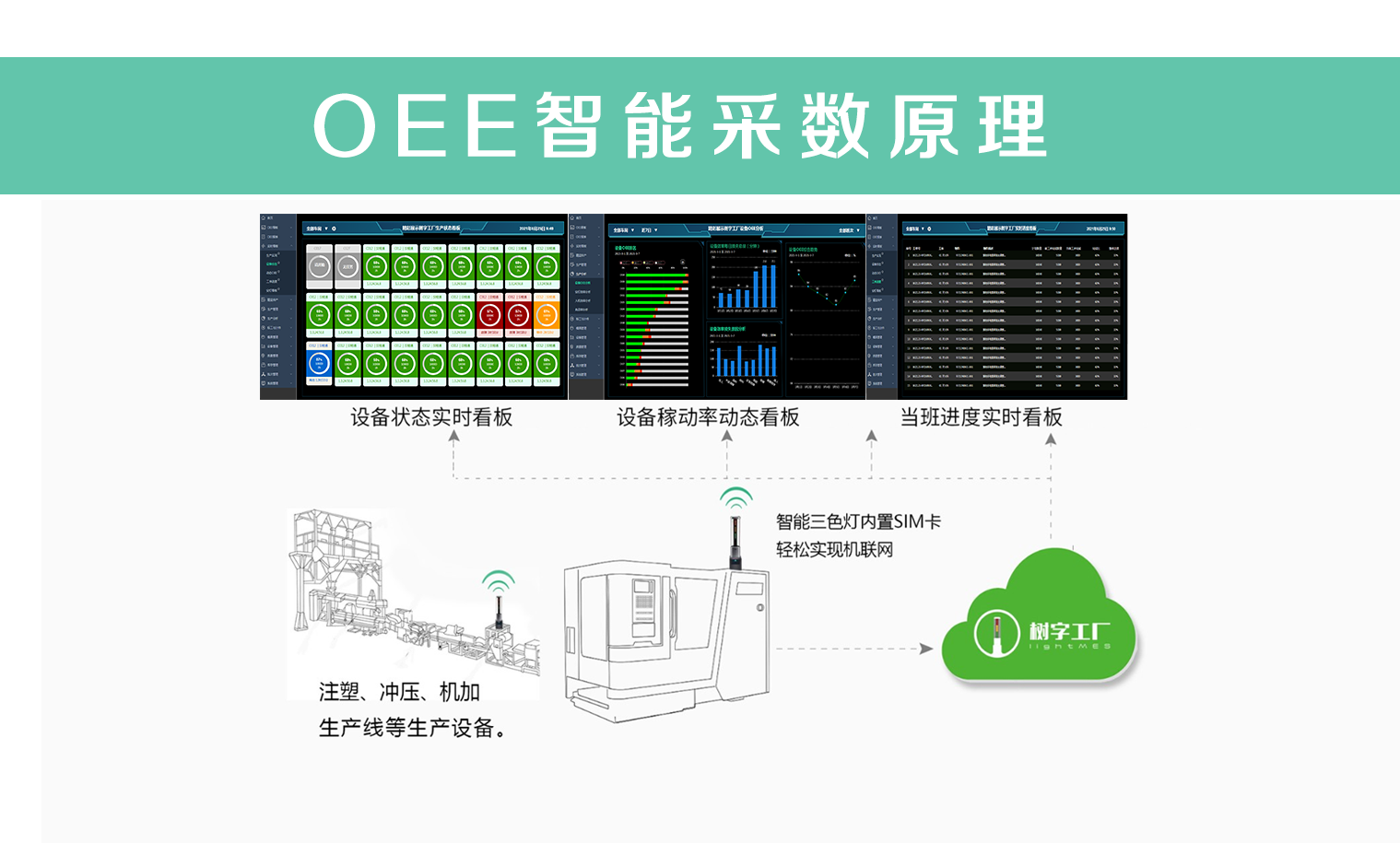
智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
OEE基准
因此,作为基准,什么才算是“良好”的OEE分数?
· OEE分数达到100%就是完美的生产:尽可能快地制造出好零件,而没有停机时间。
· 分立制造商的OEE分数达到85%被认为是世界一流的。对于许多公司来说,这是一个合适的长期目标。
· 对于离散制造商而言,OEE分数通常为60%,但这表明仍有很大的改进空间。
· 对于刚刚开始跟踪和改善其制造绩效的制造公司来说,OEE分数40%的情况并不罕见。它的得分很低,在大多数情况下,可以通过简单的措施(例如,跟踪停止时间的原因并解决最大的停机时间-一次停机)来轻松改善。

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
计算OEE –简单
那么OEE分数如何计算?
简单来说,OEE是完全生产时间与计划生产时间的比率。实际上,计算公式为:
OEE =(良好计数×理想周期时间)/计划生产时间
让我们定义一些术语:
· 良好的计数(制造的零件没有任何缺陷)
· 理想循环时间(理论上最快可制造一件的时间)
· 计划生产时间(计划生产资产计划生产的总时间)
· 充分的生产时间(仅以最快的速度生产出优质的产品,没有停止时间)

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
计算OEE –首选
计算OEE的首选方法在数学上等效于上述简单公式,但是通过将其分解为三个损耗因子,可以更全面地了解制造过程中的废物:
· 可用性损失
· 性能损失
· 质量损失

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
可用性
可用性考虑了“可用性损失”,它包括所有在相当长的一段时间(通常为几分钟或更长时间)内停止计划生产的所有事件。可用性损失包括计划外停机(例如设备故障和材料短缺)和计划内停机(例如转换时间)。
它是根据运行时间与计划生产时间的比率来计算的,其中运行时间只是计划生产时间减去停止时间:
可用性=运行时间/计划生产时间
性能
性能考虑了性能损失,性能损失包括导致生产资产在运行时以低于最大可能速度运行的所有因素(包括慢循环和小停顿)。
它以净运行时间与运行时间之比计算。实际上,它的计算公式为:
性能=(理想循环时间×总计数)/运行时间
理想周期时间是理论上最快制造一件的时间。因此,将其乘以总计数,得出的结果就是净运行时间-理论上最快的制造总件数的时间。
这是一个性能计算的简单示例:

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
质量
质量考虑了质量损失,质量损失排除了不符合质量标准的制造零件,包括以后再加工的零件。
它是根据“完全生产时间”(仅在没有停机时间的情况下尽可能快地制造“良好计数”)与“净运行时间”(“总计数”最快的时间)之比计算得出的。实际上,其计算公式为:
质量=良好数量/总数量
能源效率
OEE考虑了所有损失(停工时间损失,速度损失和质量损失),从而可以衡量出真正有效的制造时间。
它是按完全生产时间与计划生产时间之比计算的。实际上,它的计算公式为:
OEE =可用性×性能×质量
如果将可用性,性能和质量等式替换为上述等式,然后简化为最简单的条件,则结果为:
OEE =(良好计数×理想周期时间)/计划生产时间
这是前面所述的“最简单”的OEE计算。稍作反思,可以看出,将“良好计数”乘以“理想循环时间”可以得到“充分的生产时间”(尽可能快地制造好零件,而没有停止时间)。

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
完美的生产
先前,OEE得分100%被描述为完美的生产:尽可能快地制造出好零件,而没有停机时间。让我们将完美生产的概念与OEE计算联系起来:
· 只制造好零件……意味着质量得分为100%
· 尽快……表示性能得分为100%
· 没有停止时间……意味着可用性得分为100%
遍历真实示例是掌握OEE计算的好方法。有关免费的工作示例,模板,电子表格和其他工具,请访问:树字工厂采集系统

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板
工厂车间指标
OEE对于经理来说是一个很好的工具,但是对于工厂员工来说,它可能有点抽象。当车间员工被赋予实时,易于理解和高度激励的目标时,他们将表现最佳。TAED是一组有效的工厂车间指标的很好的例子:
· 目标(由计划生产率驱动的实时生产目标)
· 实际(实际生产数量)· 效率(目标与实际的比率;以百分比的形式衡量生产运行的领先或落后程度)
· 停机时间(轮班的累计计划外停机时间实时更新;这将重点放在可操作的关键改进领域上)
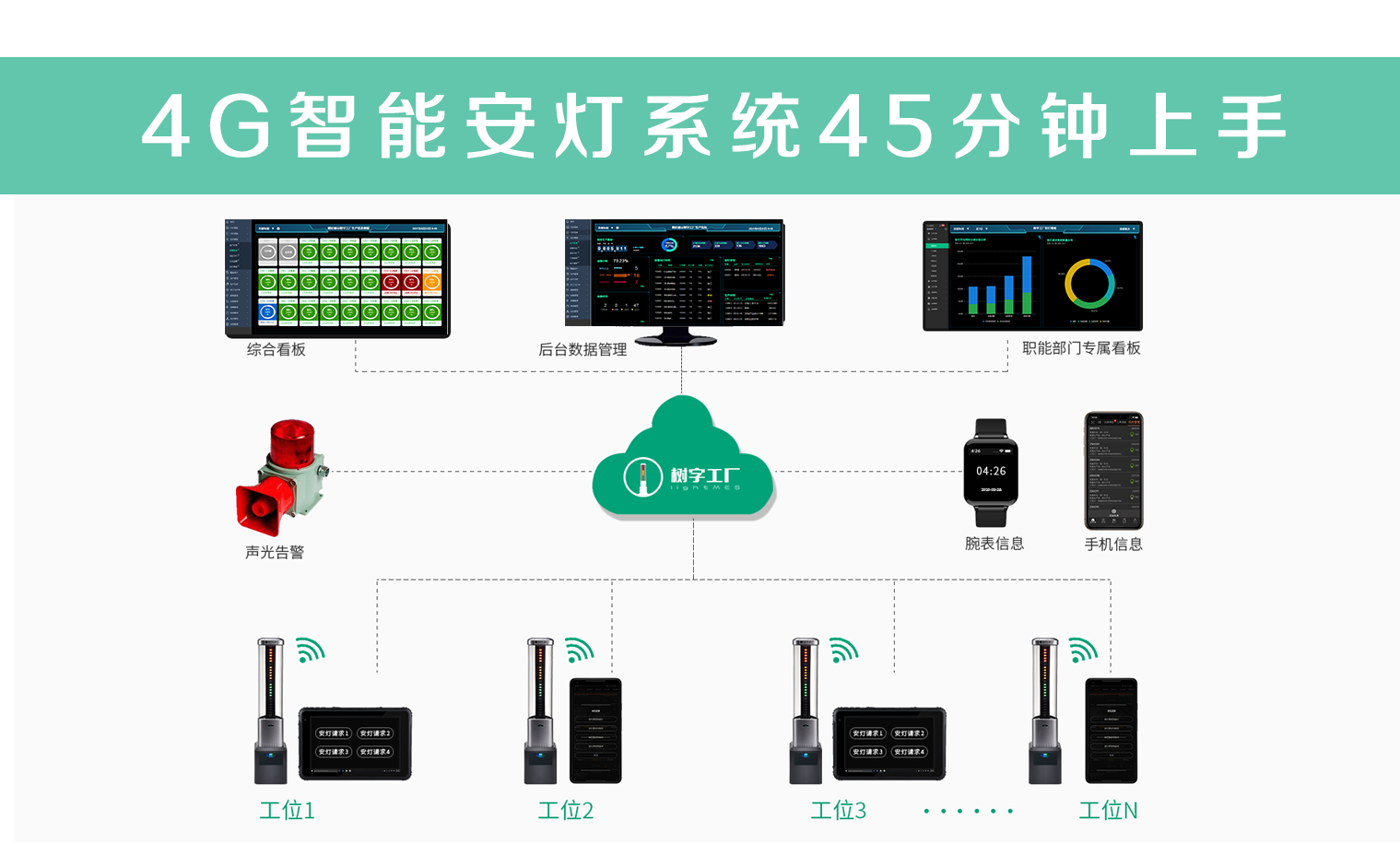
OEE统计对生产管理很有帮助,不过执行落地极为不易,因为数据获取难度大。为了解决数据获取的问题树字工厂发明了智能三色灯,通过采集设备的红灯故障,黄灯等待,绿灯正常工作的工作状态和时长,用绿灯时长比例近视替代OEE,这样数据指标和专业的OEE数字成正比,而且数据可以轻松获得。树字工厂智能三色灯20分钟安装一台,无需布线,无需服务器,1天可部署100台,实现100台设备联网和OEE采集,打造高大上的电子看板,而且轻松实现安灯系统和设备在线维修维保系统。
具体详细请参考:树字工厂OEE工具

智能三色灯实现机联网,全机型通用,实时低成本采集,5分钟打造电子看板

